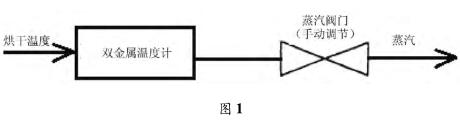
��ժҪ����B�� PID ���������ƃx��ճ�z�L(zh��ng)�z��ɜضȿ����еđ�(y��ng)�ã�ԓ���ƃx�cԭ���õ��p���ٜض�Ӌ(j��)��ȣ����к�ɜض��{(di��o)��ȫ���Ԅ�(d��ng)���͜ض��{(di��o)��(ji��)���r(sh��)���r(sh��)�g�̡����С����ʎ�Δ�(sh��)�١����ȸߵ��@����(y��u)��(sh��)���ҹ�(ji��)�s���������@��fFD����׃����_�׃����_Һλ׃����_�ض�׃����
�ҹ�˾ճ�z�L(zh��ng)�z��ɹ���ԭ�����p���ٜض�Ӌ(j��)�@ʾ��əC(j��)��(n��i)�Ĝضȡ�
�p���ٜض�Ӌ(j��)��һ�N�y(c��)���е͜ضȵĬF(xi��n)��(ch��ng)�z�y(c��)�x����ֻ�džμ��@ʾ�ضȣ����o�Ԅ�(d��ng)���ƹ��ܣ�ͨ�^�ض�Ӌ(j��)�̶��@ʾ�˽��əC(j��)��(n��i)�ضȸߵͣ��ٸ���(j��)��(j��ng)�(y��n)�ք�(d��ng)�{(di��o)��(ji��)�����y�T�_�ȁ��{(di��o)��(ji��)��ɜضȡ��˷���ȫ���˹������{(di��o)��(ji��)��ɜضȣ��{(di��o)��(ji��)�����r(sh��)����que�ȵͣ����H�M(f��i)�r(sh��)�M(f��i)�������Һ�ɕr(sh��)�g�^�L(zh��ng)��ض��^�ߕ�(hu��)��ɽz���ɫ�l(f��)�S���g��׃��b�ڴ˷������ڵ�ȱ�c(di��n)�����˼��r(sh��)�{(di��o)����ɜضȲ����ֺ�ɜضȵķ�(w��n)�����҂����� PID ���������ƃxȡ����ԭ�����p���ٜض�Ӌ(j��)���ƣ���ɜض��{(di��o)��(ji��)���r(sh��)�����١����ȸߣ�����(ji��)�s�˺�����������������_(d��)�����^�������Ч����
1 ԭ��ɹ���ضȿ���ϵ�y(t��ng)
1. 1 ԭ��ɜضȿ���ϵ�y(t��ng)���ض��{(di��o)��(ji��)
�ҹ�˾ճ�z�L(zh��ng)�z��ɹ���ʹ�õ�������ʽ��əC(j��)���C(j��)��(n��i)�O(sh��)�����Ă�(g��)��ɶΣ�ÿ��(g��)��ɶ����߂�(g��)��Ʌ^(q��)��ÿ��(g��)��Ʌ^(q��)�Ĝضȸ�����ԭ�����p���ٜض�Ӌ(j��)�@ʾ����Ʌ^(q��)�ضȣ�ͨ�^�ض�Ӌ(j��)�̶��@ʾ�˽��əC(j��)��(n��i)�ضȠ�r���ٸ���(j��)��(j��ng)�(y��n)�ք�(d��ng)�{(di��o)��(ji��)�����y�T���{(di��o)��(ji��)��ɜضȡ��߂�(g��)�^(q��)�Ĝ� �� Ҫ �� ��: 70�桢75�桢83�桢85�桢83�桢75�桢70�棬�ض�ƫ��ܴ��� ±2�棬�{(di��o)��(ji��)�r(sh��)�g���ܳ��^ 600s������ض�ƫ����ضȲ���(w��n)������Ӱ푽zĺ��Ч�������ͳ�Ʒ�z�|(zh��)������ɹ���ضȿ���ϵ�y(t��ng)��D1 ��ʾ��
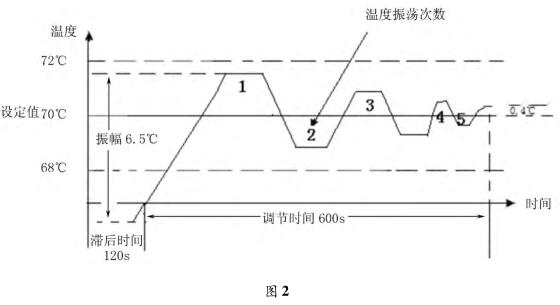
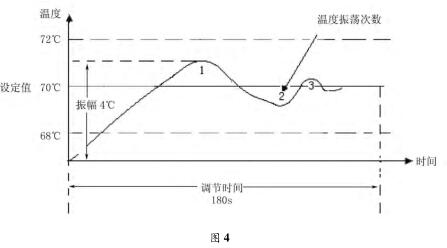
��һ�^(q��)�ĺ�ɜض��O(sh��)���� 70�棬��ض��{(di��o)��(ji��)������D 2 ��ʾ (Ҋ���)��
�ĈD 2 ���Կ�������(d��ng)�ضȵ����O(sh��)���ض���68�����r(sh��)����?y��n)����˹��{(di��o)��(ji��)���Կ���Ҫ��(j��ng)�^120s ����L(zh��ng)�Ĝ���r(sh��)�g���_ʼ�{(di��o)��(ji��)���ٽ�(j��ng)�^600s �r(sh��)�g���{(di��o)��(ji��)���ܻ����_(d��)���O(sh��)��ֵ���{(di��o)��(ji��)���s߀��0.4��Ĝض�ƫ����{(di��o)��(ji��)���^����Ҫ��(j��ng)�^5 �Μض���ʎ���ض����#�߿��_(d��)6.5�档
1. 2 ԭ��ɜضȿ���ϵ�y(t��ng)���ڵĆ��}
ԭ��ɜض��{(di��o)��(ji��)���˹��{(di��o)��(ji��)����(d��ng)�ضȳ��F(xi��n)ƫ��δ�ܼ��r(sh��)�l(f��)�F(xi��n)�����п��ܳ��F(xi��n)�^��Ĝض�ƫ��İl(f��)�F(xi��n)ƫ���ɜض��{(di��o)��(ji��)�ĕr(sh��)�g�^�L(zh��ng)����Ҫ��(j��ng)�^����{(di��o)��(ji��)���ܻ����_(d��)���O(sh��)���ضȣ��{(di��o)��(ji��)�^���еĜض����Ҳ���ܿ��ơ��w�{����ϵ�y(t��ng)���ڵĆ��}��:
�ٜض��{(di��o)��(ji��)�����r(sh��)���{(di��o)��(ji��)�^�̕r(sh��)�g�^�L(zh��ng);
���������ʎ�Δ�(sh��)�࣬�{(di��o)��(ji��)���ȵ͡�
2 PID ���������ƃx�ں�ɹ���ضȿ����еđ�(y��ng)��
�b��ʹ���p���ٜض�Ӌ(j��)ϵ�y(t��ng)����ճ�z�L(zh��ng)�z��ɜضȴ��ڵĆ��}���҂��� PID ���������ƃxȡ�����p���ٜض�Ӌ(j��)����?y��n)?
PID ���ƃx�ɸ���(j��)���،�(du��)�� (��ضȡ�����)���Ԅ�(d��ng)�����#�� PID ���ƅ���(sh��)������׃ݔ������Ĵ�С��ݔ���o��(zh��)�ЙC(j��)��(g��u) (���y�T��) �팍(sh��)�F(xi��n)���ƹ��ܣ��m�ø��N�y(c��)�����ƈ�(ch��ng)�ϡ��҂����ò��� SWP �� NS�� NST80 PID ���ƃx�����ÜضȂ������ќض�ֵ�D(zhu��n)�Q�� 4 ��20mA ���̖(h��o)ݔ���� PID ���ƃx���O(sh��)��ֵ�c��(sh��)�Hֵ��(du��)�ȣ��ٽ�(j��ng)�^ PID ���ƃx����ݔ�������С���{(di��o)��(ji��)�����y�T�_�ȣ������������Ĵ�С��ʹ��Ʌ^(q��)���ֺ㶨�Ĝضȡ�PID ���ƃx��ɜضȿ���ϵ�y(t��ng)��D 3 ��ʾ��
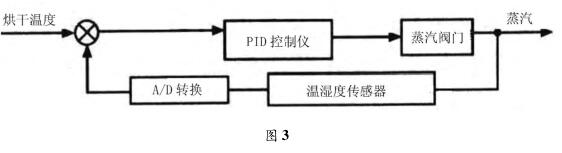
�ں�ɹ���Ĝض��{(di��o)��(ji��)�����У��ضȂ������z�y(c��)�ضȲ��ќض���̖(h��o)�D(zhu��n)���� 4 �� 20mA �����̖(h��o)ݔ���o PID ���������ƃx�����ƃx����(j��)�ضȵ�׃�����Ԅ�(d��ng)�����#�� PID ���ƅ���(sh��)���Ķ���׃ݔ������Ĵ�С�팍(sh��)�F(xi��n)�Ԅ�(d��ng)���ƣ����C��Ʌ^(q��)�ض��_(d��)���O(sh��)��Ҫ���Ҿ��ȸߡ�����^�̞�: ��(d��ng)��Ʌ^(q��)��(n��i)�ض������_��(d��ng)���׃�ض��O(sh��)��ֵ�r(sh��)����(sh��)�H�ض��c�O(sh��)��ֵ֮�g����ƫ���Ҫ�{(di��o)��(ji��)�����y�T���_�ȴ�С����׃����ݔ�������{(di��o)��(ji��)�ضȡ��_ʼ�ض�ƫ���^��r(sh��)��
PID �ضȿ��ƃxݔ������������y�T�_�ȴ�Ʌ^(q��)��(n��i)�ض������Ŀ�; ��(d��ng)�ض���u�ӽ��O(sh��)��ֵ��ƫ��Ҳ��u�pС���@�r(sh��)���ݔ���^С�������y�T�_��׃С���ض����O(sh��)��ֵ����; ֻҪ�ض�ƫ��߀���ڣ��S���r(sh��)�g���m(x��)��������Ԅ�(d��ng)�_(d��)��ijһ��(g��)ֵ��ֱ���ض�ƫ������㣬���S�������y�T�m�˵��_�ȡ���һ�^(q��)�ĺ�ɜض��O(sh��)���� 70�棬PID ���������ƃx�ض��{(di��o)��(ji��)������D 4 ��ʾ��
�ĈD 4 ���Կ�������(d��ng)�ضȵ����O(sh��)���ض���68�����r(sh��)��PID ���������ƃx���r(sh��)�����{(di��o)��(ji��)���]�М���r(sh��)�g���{(di��o)��(ji��)�r(sh��)�g 180s ���_(d��)���O(sh��)��ֵ���Ҳ����ڜض�ƫ����{(di��o)��(ji��)�^���ЃH��(j��ng)�^ 3 �Μض���ʎ�����Ҝض����#�ߞ� 4�档��Ҋ��PID ���������ƃx�ں�ɜضȳ��F(xi��n)ƫ��r(sh��)�܉r(sh��)�{(di��o)��(ji��)�����{(di��o)��(ji��)�r(sh��)�g�̡����С����ʎ�Δ�(sh��)�١����ȸߡ�
3 PID ���������ƃx�ں�ɹ���(y��ng)�õ�Ч��
3. 1 ���ֺ�ɜضȷ�(w��n)��Ч���@��
��ճ�z�L(zh��ng)�z��ɹ���(y��ng)�� PID ���������ƃx���c��ǰ�����p���ٜض�Ӌ(j��)��ȣ�PID ���ƃx��(y��u)��(sh��)���@����(d��ng)��ɜضȳ��F(xi��n)ƫ�PID ���ƃx�����M(j��n)���{(di��o)��(ji��)��B(t��i)�������ڜ���r(sh��)�g�����Ҝض��{(di��o)��(ji��)�r(sh��)�g�̡����С����ʎ�Δ�(sh��)�١��{(di��o)��(ji��)���ȸߣ���(du��)���ֺ�ɜضȵķ�(w��n)����Ч���dz��@����
ԭ�p���ٜض�Ӌ(j��)����ϵ�y(t��ng)�ͬF(xi��n)�� PID ���������ƃx����ϵ�y(t��ng)��(du��)��ɜض��{(di��o)��(ji��)�Č�(du��)�����±���ʾ:
���ϱ픵(sh��)��(j��)��Ҋ��PID ����ϵ�y(t��ng)���@��(y��u)���p���ٜض�Ӌ(j��)ϵ�y(t��ng)��
3. 2 ��(ji��)ʡ�˹�
ԭ�p���ٜض�Ӌ(j��)����ϵ�y(t��ng)��?y��n)�o�Ԅ�(d��ng)���ƹ��ܣ���ɜضȵ��{(di��o)��(ji��)��ȫ�����������������r(sh��)��Ѳ����^�y(c��)��əC(j��)����Ʌ^(q��)�ض�׃�����M(j��n)���ք�(d��ng)�{(di��o)��(ji��)�����a(ch��n)�F(xi��n)��(ch��ng)��Ҫ 6 �ˁ��ֹ��f(xi��)�������� PID ���������ƃx����ϵ�y(t��ng)����ȫ��(sh��)�F(xi��n)�˺�ɜضȵ��Ԅ�(d��ng)���ƣ�ֻ�� 1 �ˁ��S�o(h��)���������ң���ɜض��{(di��o)��(ji��)����(g��)�^�̲���Ҫ���������c������(hu��)���˞�����Ӱ푣����C�˜ض��{(di��o)��(ji��)�ķ�(w��n)���ԡ�
3. 3 ��(ji��)�s����
���� PID ���������ƃx���ƺ�ɜضȺ������y�T�_�ȸ���(j��)��ɜض�׃���Ԅ�(d��ng)�{(di��o)�����������^��ݔ����������ԭ����ϵ�y(t��ng)��(ji��)�s�������� 40%���ϡ�